
Druk 3D z filamentu PETG to dla wielu entuzjastów i profesjonalistów prawdziwy "złoty środek" materiał, który łączy w sobie to, co najlepsze z PLA i ABS. Oferuje on imponującą wytrzymałość i elastyczność, jednocześnie będąc stosunkowo łatwym do opanowania. W tym artykule, jako Krzysztof Zawadzki, przeprowadzę Cię przez kompleksowy proces drukowania z PETG, od przygotowania filamentu i drukarki, przez optymalne ustawienia slicera, aż po skuteczne rozwiązywanie najczęstszych problemów. Moim celem jest, abyś po lekturze czuł się pewnie i mógł tworzyć wysokiej jakości, funkcjonalne wydruki.
- PETG to materiał łączący wytrzymałość ABS z łatwością druku zbliżoną do PLA, idealny do funkcjonalnych wydruków.
- Kluczem do sukcesu jest odpowiednie suszenie filamentu przed drukiem oraz jego przechowywanie w suchym środowisku.
- Optymalne temperatury to 220-250°C dla dyszy i 70-90°C dla stołu, z minimalnym chłodzeniem wydruku (20-50%).
- Najczęstszy problem, nitkowanie (stringing), rozwiązuje się poprzez precyzyjne ustawienia retrakcji i temperatury dyszy.
- Należy zwrócić uwagę na adhezję do stołu PETG może przywierać zbyt mocno, dlatego często zaleca się warstwę rozdzielającą.
- Inne problemy, takie jak bąble czy słaba adhezja warstw, często wynikają z wilgoci lub nieodpowiedniego chłodzenia.

PETG: poznaj jego kluczowe zalety i dlaczego warto nim drukować
PETG, czyli politereftalan etylenu modyfikowany glikolem, to filament, który zyskał ogromną popularność w świecie druku 3D. Ja osobiście uważam go za jeden z najbardziej wszechstronnych materiałów, stanowiący doskonały kompromis między łatwością druku PLA a mechanicznymi właściwościami ABS. Jego główne zalety to przede wszystkim wysoka wytrzymałość i udarność, co oznacza, że wydruki są odporne na uderzenia i mniej kruche niż te z PLA. Dodatkowo, PETG charakteryzuje się dobrą odpornością termiczną, wytrzymując temperatury do około 80°C, oraz solidną odpornością chemiczną na wiele kwasów, zasad i rozpuszczalników. Co ważne, PETG ma też niską kurczliwość, co znacząco minimalizuje ryzyko podwijania się wydruków (tzw. warpingu), problemu tak często spotykanego przy druku z ABS.
Złoty środek między PLA a ABS: kiedy warto postawić na PETG?
Kiedy więc warto wybrać PETG zamiast PLA czy ABS? Moje doświadczenie podpowiada, że PETG jest idealny, gdy potrzebujesz czegoś więcej niż PLA, ale nie chcesz borykać się z trudnościami druku ABS. Jeśli Twoje wydruki mają być funkcjonalne, wytrzymałe i odporne na umiarkowane temperatury, PETG będzie strzałem w dziesiątkę. Pomyśl o częściach maszyn, obudowach elektronicznych, elementach, które będą narażone na lekkie uderzenia, a nawet pojemnikach na płyny czy narzędzia. Tam, gdzie PLA byłoby zbyt kruche, a ABS wymagałoby zamkniętej komory i walki z warpingiem, PETG oferuje łatwiejszy proces druku z zachowaniem świetnych właściwości mechanicznych. To materiał, który często polecam moim kursantom, gdy szukają kolejnego kroku po opanowaniu PLA.Wytrzymałość, elastyczność i odporność w pigułce: co musisz wiedzieć o właściwościach PETG?
- Wytrzymałość i udarność: PETG jest znacznie bardziej odporny na uderzenia i mniej kruchy niż PLA, co czyni go idealnym do elementów narażonych na obciążenia mechaniczne.
- Odporność termiczna: Wyższa niż w przypadku PLA, wydruki z PETG wytrzymują temperatury do około 80°C, co pozwala na szersze zastosowanie.
- Niska kurczliwość: Minimalizuje ryzyko podwijania się (warpingu) wydruków, co jest ogromną zaletą w porównaniu do ABS.
- Odporność chemiczna: Dobra odporność na kwasy, zasady i wiele rozpuszczalników, zwiększająca wszechstronność zastosowań.
- Higroskopijność: To specyficzna cecha PETG łatwo wchłania wilgoć z otoczenia. Jest to kluczowy aspekt, o którym musisz pamiętać, ponieważ zawilgocony filament znacząco pogarsza jakość druku, powodując nitkowanie, pęcherzyki i słabą adhezję warstw.
Przygotowanie do druku z PETG: drukarka i filament pod lupą
Z mojego doświadczenia wynika, że kluczem do udanego druku z PETG jest solidne przygotowanie. Nie chodzi tylko o załadowanie filamentu i wciśnięcie "drukuj". Odpowiednie przygotowanie filamentu i stołu roboczego to połowa sukcesu, która pozwoli Ci uniknąć wielu frustrujących problemów, zanim w ogóle zaczniesz drukować.
Sekret suchego filamentu: dlaczego PETG nienawidzi wilgoci i jak go skutecznie wysuszyć?
Jak już wspomniałem, PETG jest bardzo higroskopijny, co oznacza, że z łatwością wchłania wilgoć z powietrza. Kiedy wilgotny filament jest podgrzewany w dyszy, woda zamienia się w parę, tworząc pęcherzyki, które objawiają się jako nitkowanie, pęcherzyki i krople na powierzchni wydruku, słaba adhezja warstw, a nawet charakterystyczne trzaskające dźwięki z dyszy. To najczęstsza przyczyna problemów z PETG! Dlatego suszenie filamentu przed drukiem jest absolutnie kluczowe.Oto sprawdzone metody suszenia filamentu PETG:
- Dedykowana suszarka do filamentu: To najwygodniejsze i najbardziej kontrolowane rozwiązanie. Ustaw temperaturę na około 60-70°C i susz przez 4-6 godzin.
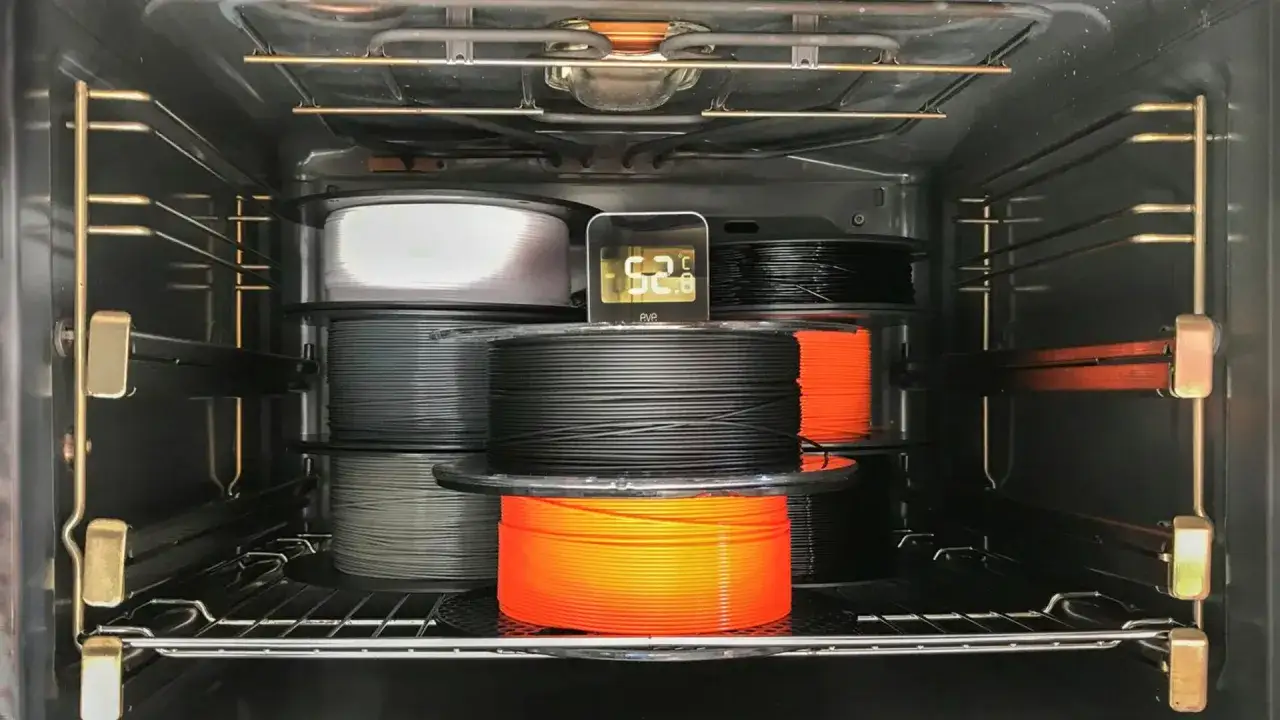
- Piekarnik z termoobiegiem: Jeśli nie masz suszarki, piekarnik może posłużyć. Ustaw go na najniższą możliwą temperaturę, najlepiej około 60-70°C. Pamiętaj, aby monitorować temperaturę termometrem, ponieważ termostaty piekarników bywają niedokładne. Susz przez 4-8 godzin, w zależności od stopnia zawilgocenia.
- Suszarka do żywności: Niektóre modele suszarek do żywności osiągają odpowiednie temperatury. Upewnij się, że temperatura jest stabilna i nie przekracza 70°C.
Jak prawidłowo przechowywać PETG, by zawsze był gotowy do druku?
Po wysuszeniu filamentu równie ważne jest jego odpowiednie przechowywanie. Nieużywany PETG powinien być zawsze trzymany w szczelnych torbach strunowych lub specjalnych pojemnikach na filament. Koniecznie umieść w nich pochłaniacz wilgoci, najlepiej silikażel. To proste działanie zapewni, że filament pozostanie suchy i będzie gotowy do użycia, kiedy tylko będziesz go potrzebować. Ja osobiście mam kilka takich pojemników i zawsze dbam, by filament po każdym druku do nich wracał.
Stół roboczy pod kontrolą: jak uniknąć problemu zbyt mocnej (lub zbyt słabej) adhezji?
Przygotowanie stołu roboczego to kolejny krytyczny element. PETG ma tendencję do bardzo silnego przylegania do niektórych powierzchni, zwłaszcza do szkła lub gładkiej płyty PEI. Może to być problematyczne, ponieważ przy próbie oderwania wydruku możesz uszkodzić powierzchnię stołu. Aby tego uniknąć, polecam stosowanie warstwy rozdzielającej, takiej jak:
- Klej w sztyfcie: Zwykły szkolny klej w sztyfcie (np. UHU) tworzy idealną barierę.
- Lakier do włosów: Cienka warstwa lakieru również świetnie się sprawdza.
- Specjalne płyny adhezyjne: Dostępne są również dedykowane preparaty, które zapewniają odpowiednią adhezję i ułatwiają odrywanie.
Jeśli natomiast masz problem ze słabą adhezją i wydruk odkleja się od stołu, sprawdź następujące punkty:
- Temperatura stołu: Upewnij się, że stół jest nagrzany do zalecanego zakresu 70-90°C.
- Poziomowanie stołu: Precyzyjne wypoziomowanie jest absolutnie kluczowe dla pierwszej warstwy.
- Czystość powierzchni: Stół musi być czysty i odtłuszczony. Przetrzyj go alkoholem izopropylowym.
- Brim lub raft: W slicerze możesz zastosować brim (dodatkowe linie wokół podstawy wydruku) lub raft (platforma pod wydrukiem), aby zwiększyć powierzchnię styku z podłożem.
Czysta dysza to podstawa: szybkie sprawdzenie przed każdym startem
Zanim rozpoczniesz druk, zawsze rzuć okiem na dyszę. Upewnij się, że jest czysta i nie ma na niej resztek filamentu z poprzednich wydruków. Czasem wystarczy szybkie przetarcie lub wykonanie krótkiego "prime line" na początku druku, aby zapewnić płynny start.
Ustawienia slicera dla PETG: parametry, które zapewnią sukces
Gdy filament jest suchy, a stół przygotowany, czas na najważniejsze konfigurację slicera. To tutaj decydujesz o tym, jak Twoja drukarka będzie pracować z PETG. Odpowiednie ustawienia to klucz do uniknięcia frustracji i uzyskania wysokiej jakości wydruków, dlatego poświęć im szczególną uwagę.
Temperatura to podstawa: jak znaleźć idealny balans dla dyszy i stołu?
Temperatura odgrywa fundamentalną rolę w druku z PETG. Moje rekomendacje są następujące:
- Temperatura dyszy (hotendu): Zalecany zakres to 220-250°C. Zazwyczaj ja zaczynam od około 235°C i dostosowuję w zależności od producenta filamentu. Niższe temperatury mogą pomóc w redukcji nitkowania, natomiast wyższe poprawiają adhezję międzywarstwową, co jest ważne dla wytrzymałości wydruku.
- Temperatura stołu roboczego: Tutaj kluczowy jest zakres 70-90°C. Zbyt niska temperatura stołu to najczęstsza przyczyna odklejania się modelu. Upewnij się, że stół ma czas, aby równomiernie się nagrzać.
Pamiętaj, że każdy filament, nawet tego samego producenta, może wymagać drobnych korekt. Testuj i obserwuj, jak wydruk reaguje na zmiany temperatury. Dobra adhezja międzywarstwowa to gwarancja mocnego wydruku, ale zbyt wysoka temperatura dyszy może nasilać problem nitkowania, o czym za chwilę.
Moc chłodzenia: dlaczego przy druku z PETG "mniej znaczy więcej"?
PETG to materiał, który wymaga znacznie mniejszego chłodzenia niż PLA. Zbyt intensywny nawiew wentylatora może prowadzić do poważnych problemów, takich jak słaba adhezja warstw, a nawet pękanie modelu. W moim slicerze zazwyczaj ustawiam moc wentylatora na 20-50%. Co więcej, na pierwszych kilku warstwach (np. 3-5) chłodzenie często wyłączam całkowicie, aby zapewnić maksymalną adhezję do stołu i solidne połączenie początkowych warstw. Jeśli zauważasz, że Twoje wydruki są kruche lub warstwy łatwo się rozwarstwiają, zmniejsz moc wentylatora to prawdopodobnie jest przyczyną.
Prędkość druku: jak drukować szybko, ale nie za szybko, by zachować jakość?
Optymalna prędkość druku dla PETG to zazwyczaj 40-60 mm/s. Drukując zbyt szybko, ryzykujesz pogorszenie jakości powierzchni, a także nasilenie problemu nitkowania. Materiał nie ma wystarczająco czasu, aby odpowiednio się stopić i ułożyć, co prowadzi do niedokładności i osłabienia struktury. Ja zawsze preferuję nieco wolniejszy druk, aby mieć pewność, że każda warstwa zostanie położona precyzyjnie i z odpowiednią adhezją.
Wysokość pierwszej warstwy: fundament, od którego zależy sukces całego wydruku
Wysokość pierwszej warstwy to jeden z tych parametrów, które często są niedoceniane, a mają ogromny wpływ na cały wydruk. Zbyt wysoka pierwsza warstwa może prowadzić do słabej adhezji i odklejania się modelu. Zbyt niska z kolei może sprawić, że materiał będzie "rozjeżdżany" i tworzyć nieestetyczne zgrubienia. Zawsze dążę do tego, aby pierwsza warstwa była idealnie spłaszczona, tworząc solidny fundament. Często ustawiam ją nieco grubiej niż pozostałe (np. 0.25-0.3 mm dla dyszy 0.4 mm) i z nieco wolniejszą prędkością, aby zapewnić maksymalną przyczepność.

Nitkowanie z PETG: skuteczne metody eliminacji problemu
Nitkowanie, czyli powstawanie cienkich "pajęczyn" między częściami wydruku, to bez wątpienia najczęstszy problem, z jakim spotykają się osoby drukujące z PETG. Wiem to z autopsji i z doświadczeń moich uczniów. Na szczęście, nie jest to problem nierozwiązywalny. Dzięki odpowiednim ustawieniom retrakcji, temperatury i prędkości ruchów jałowych, możesz skutecznie wyeliminować ten irytujący efekt.
Retrakcja bez tajemnic: jakie ustawienia prędkości i dystansu naprawdę działają?
Retrakcja to mechanizm, który cofa filament w dyszy, gdy głowica drukująca przemieszcza się nad pustą przestrzenią. Jest to klucz do walki z nitkowaniem. Oto moje zalecenia:
- Dystans retrakcji: Ten parametr zależy od typu ekstrudera. Dla ekstruderów typu Direct Drive (gdzie silnik jest blisko dyszy) dystans jest zazwyczaj mniejszy, np. 0.5-2 mm. Dla ekstruderów typu Bowden (gdzie silnik jest oddalony od dyszy, a filament przepływa przez długą rurkę PTFE) potrzebny jest większy dystans, np. 3-7 mm.
- Prędkość retrakcji: Zazwyczaj w zakresie 25-50 mm/s. Zbyt wolna retrakcja może prowadzić do wycieków, a zbyt szybka może powodować zatykanie dyszy lub mielenie filamentu.
Moja rada: zacznij od wartości środkowych dla Twojego typu ekstrudera i stopniowo je dostosowuj, wykonując testy retrakcji. Pamiętaj, że każdy zestaw drukarka-filament jest nieco inny.
Temperatura a "pajęczyny": prosty test, który pomoże Ci znaleźć przyczynę
Czasem nitkowanie wynika z nieco zbyt wysokiej temperatury dyszy. Gdy filament jest zbyt gorący, staje się bardziej płynny i łatwiej wycieka. W takiej sytuacji lekkie obniżenie temperatury dyszy o 5-10°C może znacząco pomóc. Sugeruję przeprowadzenie testu w postaci "wieży temperatury" (temperature tower), który pozwoli Ci znaleźć idealną temperaturę dla Twojego konkretnego filamentu, minimalizując nitkowanie, jednocześnie zachowując dobrą adhezję warstw.
Ruchy jałowe (Travel Speed): mała zmiana, która robi wielką różnicę
Innym, często pomijanym, ale skutecznym sposobem na redukcję nitkowania jest zwiększenie prędkości ruchów jałowych (travel speed). Kiedy głowica przemieszcza się szybko między punktami, gdzie nie drukuje, filament ma mniej czasu na wyciekanie. Zwiększenie tego parametru do 100-150 mm/s (lub nawet więcej, jeśli Twoja drukarka to wytrzyma) może znacząco zminimalizować powstawanie niechcianych nitek. To prosta zmiana, która często przynosi zaskakująco dobre rezultaty.
Typowe problemy z PETG: diagnoza i praktyczne rozwiązania
Nawet z najlepszymi ustawieniami, czasami pojawiają się problemy. Zrozumienie, co dzieje się z Twoim wydrukiem i umiejętność szybkiego zdiagnozowania usterki, to klucz do opanowania druku z PETG. Poniżej przedstawiam najczęstsze wyzwania i sprawdzone przeze mnie sposoby na ich rozwiązanie.
Wydruk odkleja się lub podwija (warping): 3 proste sposoby na idealną przyczepność
Problem odklejania się wydruku od stołu (warping) to zmora wielu drukarzy. Z PETG zdarza się to rzadziej niż z ABS, ale wciąż może wystąpić. Oto 3 proste sposoby, które zawsze mi pomagają:
- Zwiększenie temperatury stołu roboczego: Upewnij się, że stół jest nagrzany do zalecanego zakresu 70-90°C. Stabilna i odpowiednio wysoka temperatura jest absolutnie kluczowa dla adhezji.
- Precyzyjne wypoziomowanie stołu i zapewnienie jego czystości: Nawet minimalne nierówności lub zabrudzenia (np. odciski palców) mogą zrujnować pierwszą warstwę. Poziomuj stół z niezwykłą starannością i zawsze przed drukiem przetrzyj powierzchnię alkoholem izopropylowym.
- Zastosowanie brimu lub raftu w slicerze: Jeśli problem nadal występuje, użyj brimu (kilka linii filamentu wokół podstawy wydruku) lub raftu (cała platforma pod wydrukiem). Zwiększą one powierzchnię styku z podłożem, co znacząco poprawi przyczepność.
Krople i "bąble" na powierzchni: jak rozpoznać i wyeliminować efekt mokrego filamentu?
Jeśli zauważasz na powierzchni wydruku nieestetyczne krople, pęcherzyki lub małe dziurki, a podczas druku z dyszy dochodzą charakterystyczne trzaskające dźwięki, to prawie na pewno masz do czynienia z zawilgoconym filamentem PETG. Woda w filamentcie paruje w hotendzie, tworząc te defekty. Jedynym skutecznym rozwiązaniem jest dokładne wysuszenie filamentu, zgodnie z metodami, które opisałem wcześniej. Nie próbuj drukować na mokrym PETG to walka z wiatrakami.
Słaba adhezja między warstwami i pękanie modelu: jak wzmocnić swoje wydruki?
Gdy wydruki z PETG są kruche, łatwo się rozwarstwiają lub pękają wzdłuż warstw, najczęściej winowajcą jest zbyt mocne chłodzenie lub za niska temperatura druku. PETG potrzebuje czasu, aby warstwy dobrze się ze sobą połączyły. Jeśli wentylator pracuje zbyt intensywnie, materiał zbyt szybko stygnie, zanim zdąży się odpowiednio związać z poprzednią warstwą. W takiej sytuacji proponuję:
- Redukcję mocy wentylatora: Spróbuj zejść do 20-30% lub nawet wyłączyć go na pierwszych kilkunastu warstwach.
- Lekkie podniesienie temperatury dyszy: Zwiększenie temperatury o 5-10°C może poprawić płynność materiału i adhezję międzywarstwową.
Problem z usuwaniem podpór: jak je skonfigurować, by odchodziły bez śladu?
PETG ma tendencję do dość mocnego przylegania do samego siebie, co może utrudniać usuwanie podpór. Aby ułatwić ich odrywanie, kluczowe jest odpowiednie skonfigurowanie dystansu Z (odległości w osi Z) między modelem a podporami w slicerze. Zazwyczaj zaleca się nieco większy dystans niż w przypadku PLA, np. 0.2-0.3 mm dla dyszy 0.4 mm. Eksperymentowanie z tym parametrem oraz z gęstością i wzorem podpór pozwoli Ci znaleźć optymalne ustawienia, które sprawią, że podpory będą odchodzić czysto i bez uszkodzenia powierzchni wydruku.
PETG w praktyce: zastosowania i podstawowa obróbka wydruków
Opanowanie druku z PETG otwiera przed Tobą szerokie możliwości. Dzięki swoim unikalnym właściwościom, ten filament jest idealny do wielu praktycznych zastosowań, a jego obróbka również jest stosunkowo prosta, co dodatkowo zwiększa jego atrakcyjność.
Do czego najlepiej wykorzystać wydruki z PETG? Praktyczne przykłady
Ze względu na swoją wytrzymałość, udarność, odporność chemiczną i termiczną, PETG świetnie sprawdza się w wielu scenariuszach. Oto kilka przykładów, do czego ja osobiście go wykorzystuję i co polecam innym:
- Części funkcjonalne: Elementy maszyn, uchwyty, złączki, które muszą wytrzymać obciążenia mechaniczne.
- Obudowy elektroniczne: Dzięki odporności na uderzenia i umiarkowane temperatury, PETG jest idealny do tworzenia trwałych obudów dla projektów elektronicznych.
- Elementy mechaniczne: Koła zębate, prowadnice, elementy ruchome, które wymagają pewnej elastyczności i odporności na zużycie.
- Pojemniki i opakowania: Odporność chemiczna sprawia, że PETG nadaje się do produkcji pojemników na różne substancje, a także trwałych opakowań.
- Narzędzia i akcesoria warsztatowe: Wytrzymałe organizery, uchwyty na narzędzia, które nie pękną przy pierwszym upadku.
Przeczytaj również: Druk 3D: Kompletny przewodnik dla początkujących jak zacząć?